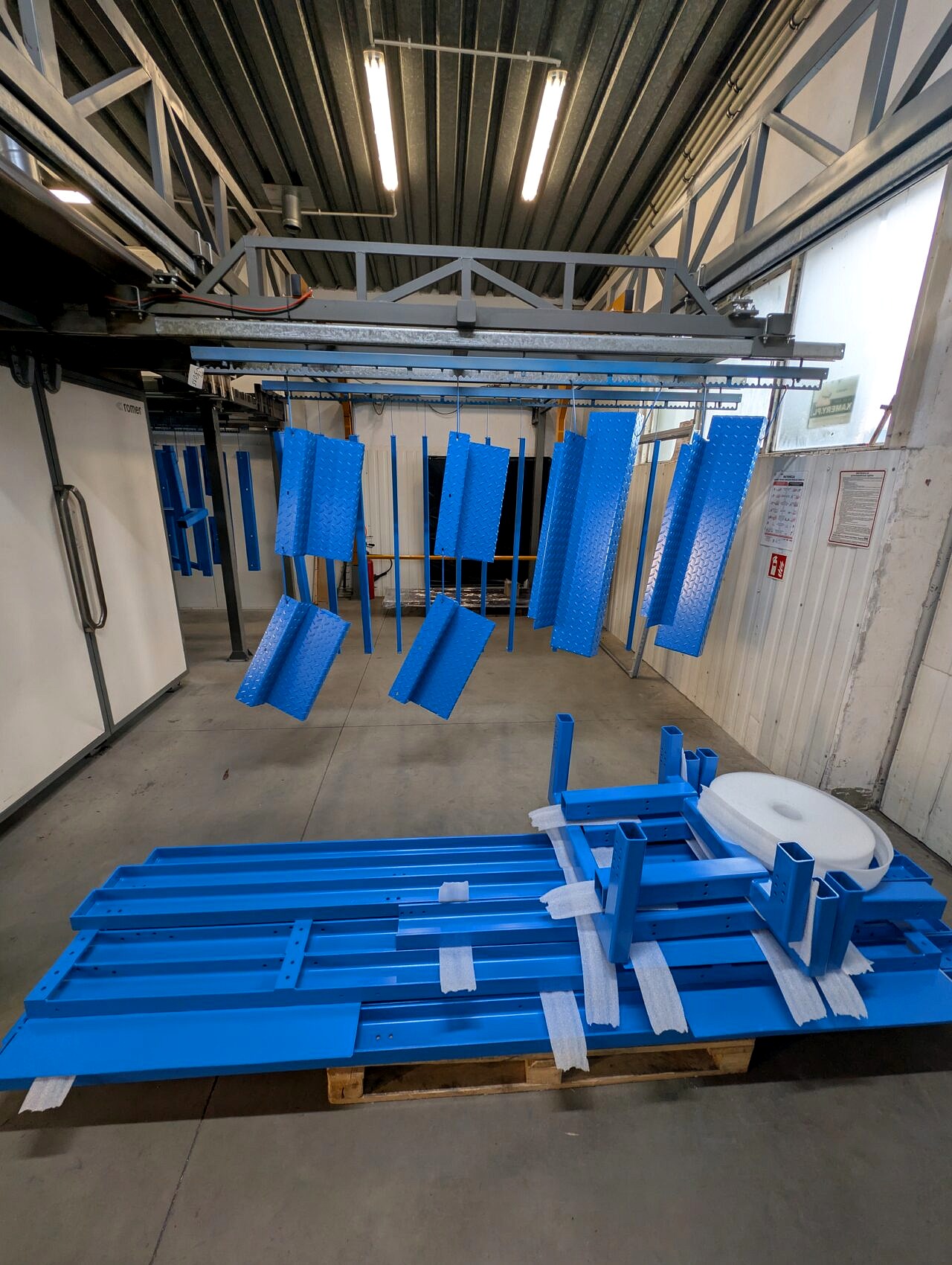
Zamówienie o łącznej powierzchni ok. 150 m² zostało przeprowadzone na linii lakierniczej przystosowanej do elementów o długości do 8 metrów. Zgodnie z kartą technologii powłok proszkowych zastosowano pełny ciąg operacji: czyszczenie → odtłuszczanie → śrutowanie/korundowanie → zawieszanie i maskowanie → aplikacja proszku → polimeryzacja → kontrola jakości → pakowanie.
Kluczową rolę odegrali doświadczeni specjaliści – technolog powłok, operatorzy śrutowni, lakiernicy oraz kontrola jakości – ponieważ to ich decyzje procesowe decydują o trwałości i estetyce gotowego wyrobu.
Dlaczego udział profesjonalistów jest kluczowy?
-
Dobór technologii do geometrii i warunków pracy – technolodzy określają system malarski (poliester / epoksypoliester, gładka/struktura, kolor RAL), przewidywaną grubość powłoki ~70–100 μm oraz miejsca wymagające maskowania.
-
Stabilne parametry procesu – brygadzista odpowiada za właściwe ustawienia pistoletów natryskowych, tempo transportera oraz profil pieca.
-
Ograniczenie wad – doświadczenie zespołu minimalizuje ryzyko niedokrycia naroży, nadmiernego zgromadzenia proszku w zagłębieniach czy zanieczyszczeń punktowych.
-
Powtarzalność serii – przy partii ~150 m² traceability (numery wieszaków/serii proszku) zapewnia jednolitość koloru i faktury.
Etapy procesu – opis techniczny
1) Czyszczenie wstępne i segregacja
Przeprowadzono oględziny i podział partii według gabarytów oraz sposobu zawieszenia.
Usunięto zgorzelinę wtórną, zadziory oraz zanieczyszczenia mechaniczne.
Zastosowano maskowanie wstępne otworów montażowych.
Cel: przygotowanie do obróbki strumieniowo-ściernej i równomiernego zwilżania podczas odtłuszczania.

2) Odtłuszczanie i przygotowanie chemiczne
-
Zastosowano odtłuszczanie wodno-alkaliczne z płukaniem.
-
Przeprowadzono podsuszanie, aby uniknąć pułapek wilgoci przed śrutowaniem i aplikacją.
Efekt: czysta, aktywna powierzchnia z zapewnioną przyczepnością dla farby proszkowej.
3) Śrutowanie / korundowanie (Sa 2½, profil 40–80 μm Rz)
-
W zależności od elementu zastosowano śrut staliwny; dobrano ciśnienie i odległość dyszy.
-
Osiągnięto standard czystości Sa 2½ (ISO 8501-1); usunięto rdzę, zgorzelinę i stare powłoki.
-
Ukształtowano profil chropowatości ~40–80 μm Rz (ISO 8503), sprzyjający zakotwieniu powłoki.
Właściwy dobór ścierniwa i parametrów pozwala uniknąć „przepiaskowania” cienkich ścianek oraz mikropęknięć, które osłabiają przyczepność.

4) Zawieszanie, uziemienie i maskowanie końcowe
-
Elementy zawieszono na wieszakach dopasowanych do gabarytów.
Kontrolowano ciągłość uziemienia dla bezpiecznej pracy urządzeń.
Uzupełniono maskowanie wysokotemperaturowe na otworach i gwintach.
Poprawny montaż na wieszakach ma bezpośredni wpływ na równomierność filmu i eliminację braków krycia.

5) Aplikacja farby proszkowej
Farba proszkowa została naniesiona metodą natryskową przy użyciu standardowego pistoletu do proszków.
Parametry ciśnienia, wydajności i strumienia proszku zostały dostosowane do gabarytów i geometrii elementów.
Kontrolowano wilgotność i temperaturę w strefie aplikacji.
Docelowa grubość powłoki wyniosła ~70–100 μm i była weryfikowana miernikiem wg ISO 2808.
Doświadczenie lakierników miało kluczowe znaczenie – odpowiednia technika natrysku pozwoliła uniknąć niedokrycia naroży oraz nadmiernych zgromadzeń proszku w zagłębieniach.

6) Polimeryzacja – profilowanie pieca
-
Wykorzystano piec komorowy dostosowany do elementów do 8 m.
-
Profil temperaturowy: 160–200°C, 10–20 min.
-
Monitorowano różnice nagrzewania między grubymi i cienkimi ściankami.
Prawidłowy profil pieca wyeliminował ryzyko niedoutwardzenia lub przegrzania.
7) Kontrola jakości i gotowy produkt
Sprawdzono grubość powłoki w wielu punktach.
Oględziny potwierdziły jednolitość koloru i brak wad.
Zastosowano pakowanie: separatory, folia, etykietowanie partii.
Rezultat: równomierna, estetyczna i odporna powłoka na stopniach oraz elementach konstrukcyjnych – przygotowana do montażu i eksploatacji.

Duże zamówienia i krótkie terminy – dlaczego Lakiernia Koczargi?
Realizacja zamówień o powierzchni rzędu 150 m² i więcej wymaga odpowiedniej logistyki, wydajnych pieców i doświadczenia zespołu. Dzięki piecowi o wymiarach 8000 × 3000 × 2000 mm oraz pełnemu procesowi w jednym miejscu (od śrutowania po pakowanie) Lakiernia Koczargi eliminuje konieczność dzielenia dużych elementów i znacząco skraca czas realizacji.
Profesjonalna organizacja pracy i wieloletnie doświadczenie sprawiają, że nawet duże partie elementów konstrukcyjnych są wykonywane szybko, powtarzalnie i na czas.
Jeśli zależy Ci na terminowości, jakości i obsłudze dużych gabarytów – Lakiernia Koczargi to najlepszy wybór w Warszawie i okolicach.
