
Śrutowanie, piaskowanie, korundowanie, szkiełkowanie — wszystkie te metody to obróbka strumieniowo-ścierna metali przed malowaniem proszkowym. Oczyszczają powierzchnię i tworzą profil kotwiczący pod powłokę, ale różnią się rodzajem ścierniwa, efektem obróbki, zastosowaniem i kosztami. To właśnie ścierniwo decyduje o tym, jak nazywamy metodę i kiedy ją stosujemy — a wybór właściwej metody ma bezpośredni wpływ na trwałość powłoki i efekt końcowy.
Obróbka strumieniowo-ścierna — wspólna zasada działania
Śrutowanie, piaskowanie, korundowanie i szkiełkowanie to metody obróbki strumieniowo-ściernej — oczyszczania powierzchni metalowych poprzez wyrzucanie cząstek ścierniwa z dużą prędkością na obrabianą powierzchnię. Ścierniwo uderza w metal i mechanicznie usuwa rdzę, zgorzelinę walcowniczą, stare powłoki lakiernicze, tłuszcz i inne zanieczyszczenia. Jednocześnie tworzy chropowatą powierzchnię o mikrorzeźbie — tzw. profil kotwiczący — który mechanicznie zaczepia cząstki podkładu proszkowego i wielokrotnie zwiększa pole kontaktu między metalem a powłoką.
Różnica między metodami tkwi przede wszystkim w rodzaju użytego ścierniwa — i to ścierniwo właśnie nadaje nazwę metodzie. Śrutowanie używa stalowego granulatu, piaskowanie piasku kwarcowego, korundowanie elektrokorundu, a szkiełkowanie granulatu szklanego. Każde ścierniwo ma inną twardość, masę i kształt ziarna, co bezpośrednio przekłada się na agresywność obróbki, głębokość profilu kotwiczącego i to, jakie materiały można nim bezpiecznie obrabiać.
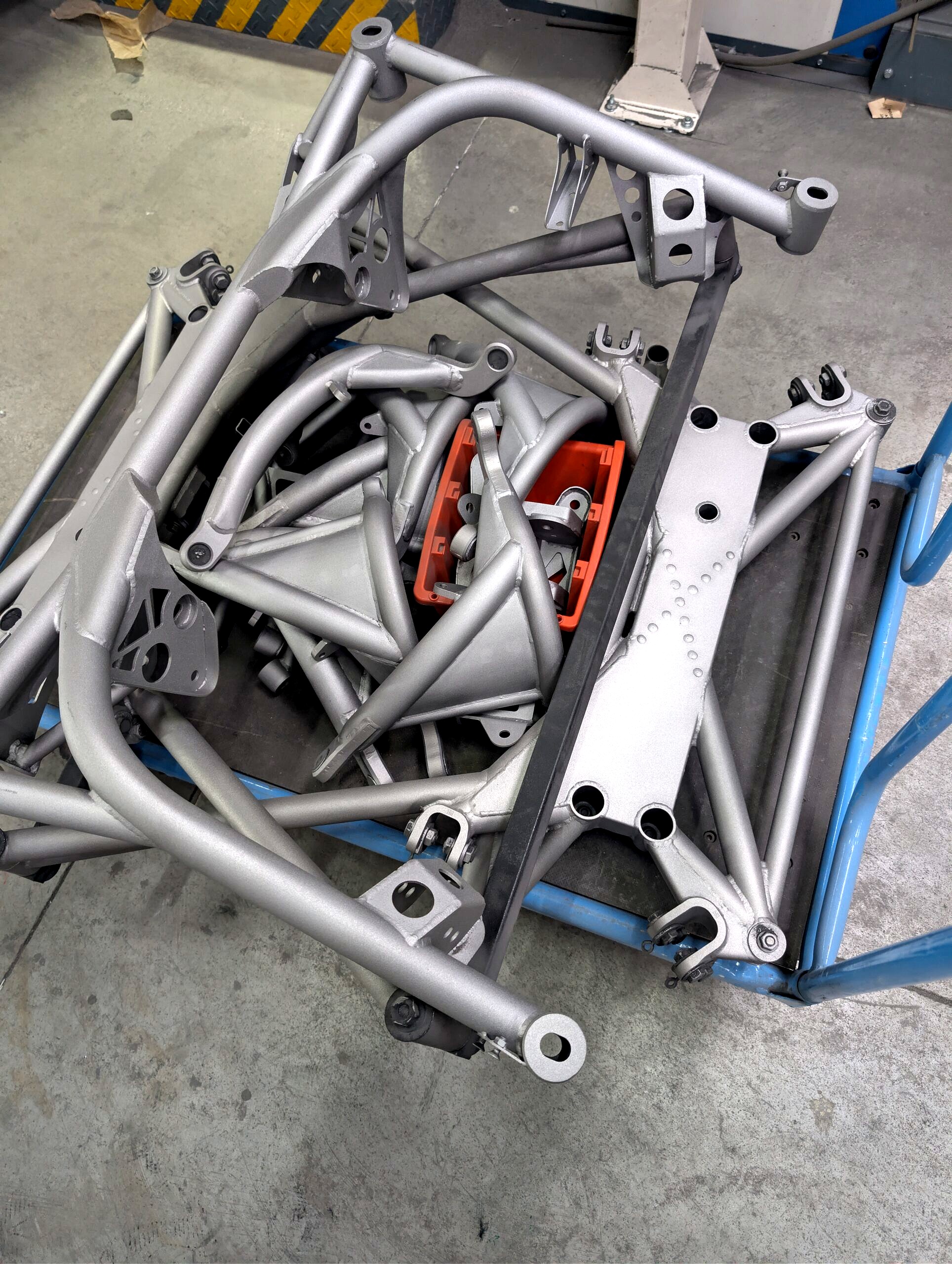
Stalowe elementy konstrukcyjne po piaskowaniu, gotowe do nałożenia podkładu antykorozyjnego i malowania proszkowego.
Śrutowanie — przemysłowy standard dla stali czarnej
Śrutowanie polega na wyrzucaniu stalowego ścierniwa — kulek (śrutu okrągłego) lub granulatu (śrutu kanciasto-łamanego) — pod wysokim ciśnieniem lub za pomocą wirnika odśrodkowego na powierzchnię oczyszczanego elementu. Stalowe kulki mają masę i twardość znacznie wyższą niż mineralne ścierniwa stosowane w pozostałych metodach, co przekłada się na agresywność obróbki i głębokość uzyskiwanego profilu kotwiczącego.

W naszej lakierni śrutowanie wykonujemy do stopnia czystości Sa 2,5 zgodnie z normą ISO 8501-1 — co oznacza usunięcie co najmniej 95% zanieczyszczeń z powierzchni stali. Jest to minimalny wymagany standard dla powłok antykorozyjnych przeznaczonych do eksploatacji w warunkach zewnętrznych. Po śrutowaniu powierzchnia stali jest czysta, jednorodna i ma chropowatość w zakresie Rz 40–70 µm, co zapewnia doskonałą przyczepność podkładu proszkowego.
- — Stal czarna z rdzą lub zgorzeliną walcowniczą
- — Elementy z poprzednią powłoką do całkowitego usunięcia
- — Konstrukcje stalowe przeznaczone do pracy zewnętrznej
- — Duże gabaryty: ramy, wsporniki, ogrodzenia, naczepy
- — Przed każdym układem: podkład antykorozyjny + kolor
- — Ścierniwo: stalowe kulki lub granulat kanciasty
- — Stopień czystości: Sa 2,5 (ISO 8501-1)
- — Chropowatość: Rz 40–70 µm
- — Podłoże: stal czarna, żeliwo, stal spawana
- — Efekt: głęboki profil kotwiczący, matowa powierzchnia
Piaskowanie — obróbka ogólna z użyciem piasku kwarcowego
Piaskowanie to obróbka strumieniowo-ścierna z użyciem piasku kwarcowego podawanego strumieniowo z pistoletu pod ciśnieniem. Piasek kwarcowy jest ścierniwem mineralnym jednorazowego użytku — stosunkowo tanim, ale generującym pył krzemionkowy (SiO₂), który ze względów BHP wymaga odpowiedniego zabezpieczenia stanowiska i operatora. Z tego powodu w profesjonalnych lakierniach piasek kwarcowy jest coraz częściej zastępowany bezpieczniejszymi ścierniwnami wielokrotnego użytku — elektrokorundem lub granulatem szklanym.
Piaskowanie stosuje się przy stali, gdy nie jest wymagana precyzja korundowania ani głębokość profilu śrutowania. Daje wystarczającą chropowatość pod standardowe układy powłokowe i dobrze sprawdza się przy oczyszczaniu elementów o złożonej geometrii, gdzie ważna jest możliwość precyzyjnego kierowania strumieniem ścierniwa.
- — Stal z rdzą i starą powłoką do usunięcia
- — Elementy o złożonej geometrii, spawy, zagięcia
- — Gdy potrzebna jest precyzja kierowania strumieniem
- — Jako alternatywa dla śrutowania przy mniejszych gabarytach
- — Ścierniwo: piasek kwarcowy (SiO₂)
- — Stopień czystości: Sa 2–Sa 2,5 (ISO 8501-1)
- — Chropowatość: Rz 30–60 µm
- — Podłoże: stal czarna, stal spawana
- — Uwaga: pył krzemionkowy — wymogi BHP
Korundowanie — elektrokorund dla aluminium i elementów dekoracyjnych
Korundowanie to obróbka strumieniowo-ścierna z użyciem elektrokorundu — tlenku glinu (Al₂O₃) w postaci ostrokrawędzistych ziaren. Elektrokorund jest ścierniwem mineralnym o bardzo wysokiej twardości (9 w skali Mohsa), ale znacznie lżejszym niż stalowy granulat stosowany przy śrutowaniu. Dzięki temu obróbka jest precyzyjna, kontrolowana i nie powoduje odkształceń cienkościennych elementów.
Kluczową zaletą elektrokorundu jest czystość obróbki: nie pozostawia na powierzchni wtrąceń żelaza, które przy piaskowaniu piaskiem kwarcowym mogłyby inicjować korozję stali lub korozję galwaniczną aluminium. Elektrokorund jest ścierniwem wielokrotnego użytku, co czyni go bardziej ekonomicznym i bezpieczniejszym od piasku kwarcowego. Efektem korundowania jest jednorodna, matowa powierzchnia o estetycznej teksturze — stąd jego zastosowanie wszędzie tam, gdzie końcowy wygląd powłoki ma znaczenie.
- — Aluminium i stopy lekkie (felgi, profile, odlewy)
- — Cienka blacha stalowa narażona na deformację
- — Elementy dekoracyjne wymagające estetycznej tekstury
- — Usuwanie lakieru bez ingerencji w metal bazowy
- — Precyzyjne oczyszczanie spoin i trudno dostępnych miejsc
- — Ścierniwo: elektrokorund Al₂O₃ (tlenek glinu)
- — Stopień czystości: Sa 2–Sa 2,5 (ISO 8501-1)
- — Chropowatość: Rz 20–50 µm (łagodniejszy profil)
- — Podłoże: aluminium, stopy lekkie, stal ocynkowana
- — Efekt: jednorodna, matowa, estetyczna tekstura
Szkiełkowanie — najłagodniejsza obróbka dla delikatnych elementów
Szkiełkowanie to obróbka strumieniowo-ścierna z użyciem granulatu szklanego — sferycznych kulek szklanych o precyzyjnie kontrolowanej granulacji. To najłagodniejsza z dostępnych metod: kulki szklane mają niską masę i zaokrąglony kształt, dzięki czemu nie nacinają powierzchni jak ścierniwa ostrokrawędziste, lecz ją wygładzają i ugniatają. Efektem jest gładka, jedwabista, lekko satynowa tekstura — bardzo estetyczna i odpowiednia pod cienkie powłoki proszkowe.
Szkiełkowanie stosuje się przede wszystkim tam, gdzie zależy nam na efekcie wizualnym i gdzie agresywna obróbka mogłaby odkształcić lub nadmiernie zerodować materiał bazowy. Granulat szklany jest ścierniwem wielokrotnego użytku, neutralnym chemicznie i nie pozostawiającym zanieczyszczeń na powierzchni.
- — Elementy dekoracyjne wymagające satynowej tekstury
- — Cienka blacha i elementy podatne na odkształcenia
- — Aluminium i stopy lekkie — jako alternatywa dla korundowania
- — Usuwanie drobnych zanieczyszczeń bez ingerencji w metal
- — Wykończenie estetyczne przed powłoką transparentną lub cienką
- — Ścierniwo: kulki szklane (granulat sferyczny)
- — Stopień czystości: Sa 1–Sa 2 (łagodna obróbka)
- — Chropowatość: Rz 5–20 µm (bardzo płytki profil)
- — Podłoże: aluminium, stal nierdzewna, stopy lekkie
- — Efekt: gładka, jedwabista, satynowa powierzchnia
Śrutowanie, piaskowanie, korundowanie, szkiełkowanie — czym się różnią?
Poniżej zestawienie kluczowych różnic, które mają znaczenie przy wyborze metody obróbki przed malowaniem proszkowym.
Piaskowanie: piasek kwarcowy — mineralny, jednorazowy, tani.
Korundowanie: elektrokorund Al₂O₃ — twardy, ostrokrawędzisty, wielokrotnego użytku.
Szkiełkowanie: kulki szklane — sferyczne, łagodne, wielokrotnego użytku.
Piaskowanie: umiarkowana — dobra do ogólnego oczyszczania stali.
Korundowanie: umiarkowana, precyzyjna — bezpieczna dla aluminium.
Szkiełkowanie: najniższa — wygładza bez nadmiernej erozji powierzchni.
Piaskowanie: Rz 30–60 µm — wystarczający pod standardowe powłoki proszkowe.
Korundowanie: Rz 20–50 µm — dobry pod powłoki proszkowe na aluminium.
Szkiełkowanie: płytki Rz 5–20 µm — tylko pod cienkie powłoki estetyczne.
Piaskowanie: stal, elementy o złożonej geometrii.
Korundowanie: aluminium, stopy lekkie, felgi, cienka blacha, detal.
Szkiełkowanie: aluminium, stal nierdzewna, elementy dekoracyjne, wykończenia estetyczne.
Po obróbce strumieniowo-ściernej — co następuje?
Każda z opisanych metod to etap przygotowawczy — nie finalny. Po obróbce powierzchnia jest aktywna chemicznie: czysta, odtłuszczona i gotowa do przyjęcia powłoki. Im szybciej nastąpi kolejny etap, tym lepiej — czysta stal bez ochrony zaczyna korodować w kontakcie z wilgocią nawet w kilka godzin w sprzyjających warunkach atmosferycznych.
W naszej lakierni obróbka strumieniowo-ścierna jest zawsze elementem kompletnego cyklu technologicznego: śrutowanie lub piaskowanie lub korundowanie lub szkiełkowanie → podkład antykorozyjny (przy elementach zewnętrznych i stalowych) → malowanie proszkowe w wybranym kolorze RAL → wygrzewanie w piecu. Nie wykonujemy obróbki jako usługi izolowanej bez dalszej obróbki powłokowej — bo nie ma to technicznego sensu.
- — 1. Śrutowanie do Sa 2,5
- — 2. Podkład proszkowy antykorozyjny (wypalany)
- — 3. Powłoka kolorowa RAL (wypalana)
- — Efekt: układ dwuwarstwowy, trwałość wieloletnia
- — 1. Korundowanie elektrokorundem
- — 2. Odtłuszczanie chemiczne (aluminium nie rdzewieje)
- — 3. Powłoka kolorowa RAL (wypalana w niższej temp.)
- — Efekt: powłoka estetyczna, odporna na korozję galwaniczną
Nie wiesz, której metody potrzebujesz?
Wyślij zdjęcie elementu — ocenimy materiał, stan powierzchni i dobierzemy metodę obróbki. Realizujemy pełny cykl: śrutowanie, piaskowanie, korundowanie lub szkiełkowanie, podkład antykorozyjny i malowanie proszkowe w wybranym kolorze RAL. Zlecenia jednostkowe i seryjne, klienci indywidualni i firmy z całej Polski.
