
Malowanie proszkowe elementów niestandardowych — konstrukcje stalowe, uchwyty przemysłowe, kosze perforowane i inne detale metalowe wymagają równie starannego podejścia co felgi czy ogrodzenia. W naszej lakierni w Koczargach Nowych realizujemy pełny cykl technologiczny: śrutowanie, podkład antykorozyjny i malowanie proszkowe w wybranym kolorze RAL — w tym w popularnym kolorze RAL 7001 (srebrny szary).
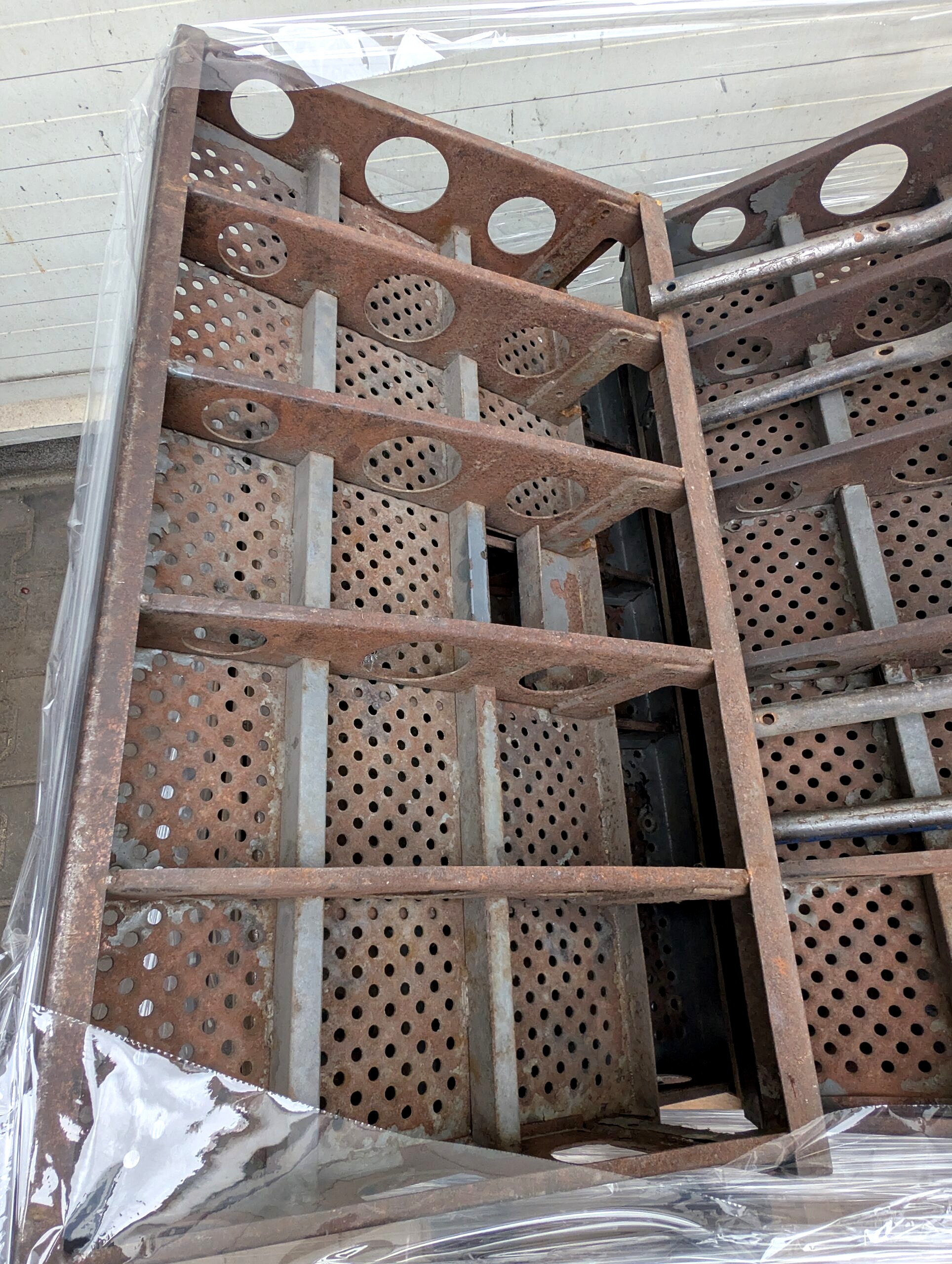
Przyjmujemy elementy o złożonej geometrii: z perforacjami, krawędziami, wgłębieniami i miejscami trudno dostępnymi. Powłoka proszkowa aplikowana metodą elektrostatyczną i wypalana w piecu pokrywa je równomiernie — bez zacieków, spływów i nierówności typowych dla lakierowania mokrego. Realizujemy zlecenia zarówno jednostkowe, jak i seryjne — dla klientów indywidualnych i firm.
Śrutowanie – przygotowanie powierzchni stalowej
Śrutowanie to podstawowy i obowiązkowy etap przygotowania powierzchni stalowej przed każdym malowaniem proszkowym. Polega na mechanicznym czyszczeniu metalu strumieniem stalowych kulek (śrutu), które pod wysokim ciśnieniem uderzają w powierzchnię i usuwają rdzę, zgorzelinę walcowniczą, starą powłokę lakierniczą oraz wszelkie zanieczyszczenia organiczne i nieorganiczne. W odróżnieniu od trawienia chemicznego śrutowanie nie wymaga stosowania agresywnych substancji, nie zmienia geometrii elementu i nie pozostawia na powierzchni resztek chemikaliów, które mogłyby zakłócić przyczepność podkładu.
Efektem śrutowania jest czysta, jednorodna powierzchnia o odpowiedniej chropowatości — tzw. profil kotwiczący — który mechanicznie zaczepia cząstki podkładu proszkowego i wielokrotnie zwiększa pole kontaktu między metalem a powłoką. W naszej lakierni stosujemy śrutowanie do stopnia czystości Sa 2,5 zgodnie z normą ISO 8501-1, co stanowi standard wymagany dla powłok antykorozyjnych przeznaczonych do pracy w trudnych warunkach zewnętrznych.
- — Usuwa rdzę i zgorzelinę do czystego metalu
- — Tworzy profil kotwiczący dla adhezji podkładu
- — Oczyszcza krawędzie, naroża i perforacje
- — Efekt: stopień czystości Sa 2,5 (ISO 8501-1)
- — Zawsze przy stali czarnej z rdzą lub zgorzeliną
- — Przy elementach z poprzednią powłoką do usunięcia
- — Przed podkładem — jako warunek przyczepności
- — Przy konstrukcjach pracujących na zewnątrz

Podkład antykorozyjny – ochrona od wewnątrz
Po śrutowaniu i odtłuszczeniu powierzchni nakładamy podkład proszkowy — warstwę pośrednią aplikowaną metodą elektrostatyczną i wypalanę w piecu przed nałożeniem właściwego koloru. Podkład spełnia dwa kluczowe zadania: tworzy barierę antykorozyjną bezpośrednio na odsłoniętym metalu i zapewnia mechaniczną przyczepność dla powłoki wierzchniej. System dwuwarstwowy — podkład plus kolor — jest standardem w profesjonalnym lakiernictwie proszkowym wszędzie tam, gdzie element będzie pracował na zewnątrz lub w narażeniu na wilgoć, sól i agresywne środowisko.
Szczególnie istotne jest to przy elementach o złożonej geometrii — perforacjach, narożnikach, spoiny — gdzie ryzyko korozji jest wyższe ze względu na trudniejsze odprowadzanie wilgoci. Dobrze dobrana grubość podkładu wyrównuje też drobne nierówności powierzchni, co bezpośrednio przekłada się na jakość estetyczną finalnej powłoki kolorowej.
- — Bariera antykorozyjna bezpośrednio na metalu
- — Poprawa przyczepności powłoki finalnej
- — Wyrównanie drobnych nierówności powierzchni
- — Wydłużenie żywotności układu powłokowego
- — Elementy zewnętrzne narażone na wilgoć i korozję
- — Konstrukcje stalowe i detale przemysłowe
- — Gdy wymagana podwyższona trwałość powłoki
- — Standard przy pełnym cyklu: śrut → podkład → kolor
Malowanie proszkowe – kolor RAL 7001
Ostatni etap to naniesienie powłoki proszkowej w wybranym kolorze metodą elektrostatyczną i jej utwardzenie w piecu w temperaturze około 180–200°C. Proszek nakładany jest pistoletami elektrostatycznymi — cząstki farby uzyskują ładunek elektryczny i przyciągają się do uziemionego elementu, pokrywając go równomiernie ze wszystkich stron, w tym w trudno dostępnych miejscach: otworach, wgłębieniach, narożach i na krawędziach. Następnie element trafia do pieca, gdzie proszek topi się i tworzy jednolitą, twardą powłokę bez zacieków i nierówności.
RAL 7001 to srebrny szary — jasny, neutralny kolor z lekkim metalicznym charakterem. Jest szeroko stosowany w przemyśle, budownictwie i motoryzacji ze względu na neutralność wizualną i dobrą widoczność ewentualnych uszkodzeń mechanicznych. Dostępny jest w wykończeniu mat (poniżej 30 GU), satyna (30–60 GU) i połysk (powyżej 70 GU) — każde z nich daje inny efekt estetyczny i charakteryzuje się inną odpornością na zarysowania i eksploatację. Przy elementach przemysłowych najczęściej wybierana jest satyna jako kompromis między estetyką a odpornością.
- — Równomierne pokrycie — bez zacieków
- — Doskonała przyczepność do perforacji i krawędzi
- — Odporność mechaniczna i atmosferyczna
- — Brak rozpuszczalników — metoda ekologiczna
- — Jasny, neutralny odcień szarości (srebrny)
- — Mat, satyna lub połysk — do wyboru
- — Popularny w przemyśle i budownictwie
- — Dobrze komponuje się ze stalą i aluminium

Jakie elementy niestandardowe malujemy?
Malowanie proszkowe elementów niestandardowych to jedna z głównych specjalizacji naszej lakierni. Obok felg samochodowych, felg TIR i ogrodzeń przyjmujemy szeroką gamę elementów metalowych, które wymagają profesjonalnego zabezpieczenia antykorozyjnego i estetycznego wykończenia. Najważniejsze kategorie zleceń to:
Dzięki posiadanemu piecowi o odpowiedniej kubaturze jesteśmy w stanie przyjąć elementy o niestandardowych gabarytach. Jeśli nie wiesz, czy Twój element zmieści się w naszym piecu lub kabinie lakierniczej — sprawdź parametry obszaru roboczego lub skontaktuj się z nami bezpośrednio. Wycena jest bezpłatna i zazwyczaj udzielamy jej tego samego dnia po otrzymaniu zdjęcia i wymiarów elementu.
Masz element do malowania?
Przyjmujemy elementy niestandardowe — od detali o złożonej geometrii po większe konstrukcje stalowe. Pełny cykl: śrutowanie, podkład antykorozyjny, malowanie proszkowe w wybranym kolorze RAL. Realizujemy zlecenia dla klientów indywidualnych i firm z całej Polski.
